В статье мы рассмотрим аспекты точечной сварки: ключевые параметры процесса, возможные сложности и особенности обслуживания. Узнайте, как обеспечить высокое качество сварных соединений и продлить срок службы оборудования!
Когда нужно аккуратно соединить листовые детали, без брызг и серьезной деформации металла, применяют контактную (точечную) SPOT-сварку. В процессе используются два электрода, которые плотно сжимают металлические заготовки. Когда подаётся электрический ток, металл в тех местах, где он соприкасается с электродами, плавится, тогда образуется сварная точка.
Часто используется в производстве автомобилей для сварки узлов кузова и кабин, в авиастроении для создания приборов и обшивки самолётов, а также в производстве реактивных двигателей. Этот метод соединения металлических деталей востребован и в других областях, например, при изготовлении металлической посуды и спортивного инвентаря.
Процесс соединения металла в точках предполагает свои параметры и моменты, требующие большой внимательности и опыта.
Сила тока, импульс, прижим
Начнем с параметров. При контактной сварке стоит выделить следующие:
- Сила тока – основная характеристика, которая определяет количество тепловой энергии, выделяемой в месте сварки.
- Время сварки – это продолжительность импульса тока, которая влияет на количество тепла, выделяемого в месте соединения.
- Усилие сжатия – сила, с которой детали прижимаются друг к другу, что обеспечивает пластическую деформацию металла в точках воздействия силы и тепла.
- Форма и размер электродов – определяют площадь контакта с металлом и влияют на распределение тепла в месте сварки.
Для каждого типа материала и в зависимости от его толщины параметры подбираются отдельно, чтобы гарантировать высокое качество и прочность сварного соединения.
Сложности при точечной сварке

Контактная сварка – эффективный способ соединения металлических деталей. Однако может сопровождаться определёнными трудностями.
Одна из главных проблем – это необходимость выбора правильных параметров. Речь идет о времени действия электродуги, плотности тока, величине рабочего напряжения и степени сжатия в сварной точке. Если параметры подобраны неправильно, то в процессе могут возникнуть дефекты: выплеск металла, непровар, трещины и деформации.
Еще один момент – подготовка поверхностей свариваемых деталей. Перед сваркой нужно тщательно очистить поверхности от краски, ржавчины и прочих загрязнений, чтобы обеспечить хороший контакт между электродами и деталями. Если поверхность будет грязной, это может стать причиной дефектов точки привара.
Кроме того, нужно корректно настроить сварочное оборудование. Следует проверить, что электроды исправны и имеют правильную форму наконечника. Повреждённые или неподходящие по форме стержни ухудшат качество соединения.
Помимо этого для контактной сварки оператору нужны определённые навыки и опыт. Оператор должен уметь правильно помещать детали в клещи, подбирать оптимальные параметры и следить за процессом. Если недостаточно опыта, велик риск погрешностей и дефектов.
Плюс особенности металлов.
В процессе производства и на промышленных предприятиях часто используются детали, изготовленные из материалов с высокой теплопроводностью, например, медь и алюминий. Чтобы сформировать качественное соединение в данном случае, необходимо учитывать ряд особенностей. Дело в том, что материалы с высокой теплопроводностью быстро отводят тепло, поэтому для сварки требуется ток высокой плотности – от 120 до 300 А на квадратный миллиметр.
Ещё одна проблема заключается в том, что частицы алюминия могут прилипать к электродам, а частицы меди, из которой обычно делают электроды, – к алюминию. Чтобы снизить вероятность таких случаев, нужно тщательно очищать поверхности как заготовок, так и электродов.
Основы обслуживания
Чтобы аппараты контактной точечной сварки работали исправно и дольше служили, необходимо правильно за ними ухаживать. Основные моменты этого процесса:
- Визуальный контроль. Важно регулярно проводить осмотр источника сварочного тока, а также рабочих органов (зажимов, электродов) и кабелей. Цель осмотра – выявить повреждения, признаки износа или коррозии. Все обнаруженные дефекты необходимо незамедлительно устранить.
- Удаление загрязнений. Необходимо очищать корпус оборудования от пыли, грязи, различных посторонних включений. Это позволит предотвратить перегрев и будет способствовать лучшей теплоотдаче.
- Чистка внутренних деталей источника тока. Время от времени необходимо проводить внутреннюю очистку оборудования для того, чтобы избавиться от скопившейся пыли и прочих загрязнений. Эта процедура имеет большое значение для профилактики перегрева и обеспечения стабильной работы электронных компонентов.
- Контроль контактов. Важно, чтобы все электрические контакты были надёжно зафиксированы и не имели следов окисления. Окисленные контакты могут вызвать перегрев и снизить качество сварки.
Если обнаружены неисправности, для ремонта аппаратов точечной сварки
следует обратиться в специализированный сервисный центр. Но только не пытайтесь самостоятельно решить проблему!
Во-первых, оборудование работает под высоким напряжением, что создаёт опасность поражения электрическим током.
Во-вторых, без соответствующих знаний и опыта можно неправильно диагностировать и устранить поломку, что усугубит проблему и создаст новые.
В-третьих, самостоятельные попытки ремонта могут повредить другие компоненты устройства или нарушить его безопасность. Возможно короткое замыкание, удар током, пожар.
Если у вас нет уверенности в собственных навыках и знаниях, лучше обратиться за помощью к профессионалам!
Точечная сварка: ключевые параметры и в чем могут возникнуть сложности
<p>
Когда нужно аккуратно соединить листовые детали, без брызг и серьезной деформации металла, применяют контактную (точечную) SPOT-сварку. В процессе используются два электрода, которые плотно сжимают металлические заготовки. Когда подаётся электрический ток, металл в тех местах, где он соприкасается с электродами, плавится, тогда образуется сварная точка.
</p>
<p>
Часто используется в производстве автомобилей для сварки узлов кузова и кабин, в авиастроении для создания приборов и обшивки самолётов, а также в производстве реактивных двигателей. Этот метод соединения металлических деталей востребован и в других областях, например, при изготовлении металлической посуды и спортивного инвентаря.
</p>
<p>
Процесс соединения металла в точках предполагает свои параметры и моменты, требующие большой внимательности и опыта.
</p>
<h2>Сила тока, импульс, прижим</h2>
<img width="320" src="/upload/img/tochechnaya_svarka1.jpg" style="float:right; margin-left: 20px;margin-bottom: 5px;margin-top: 10px;">
<p>
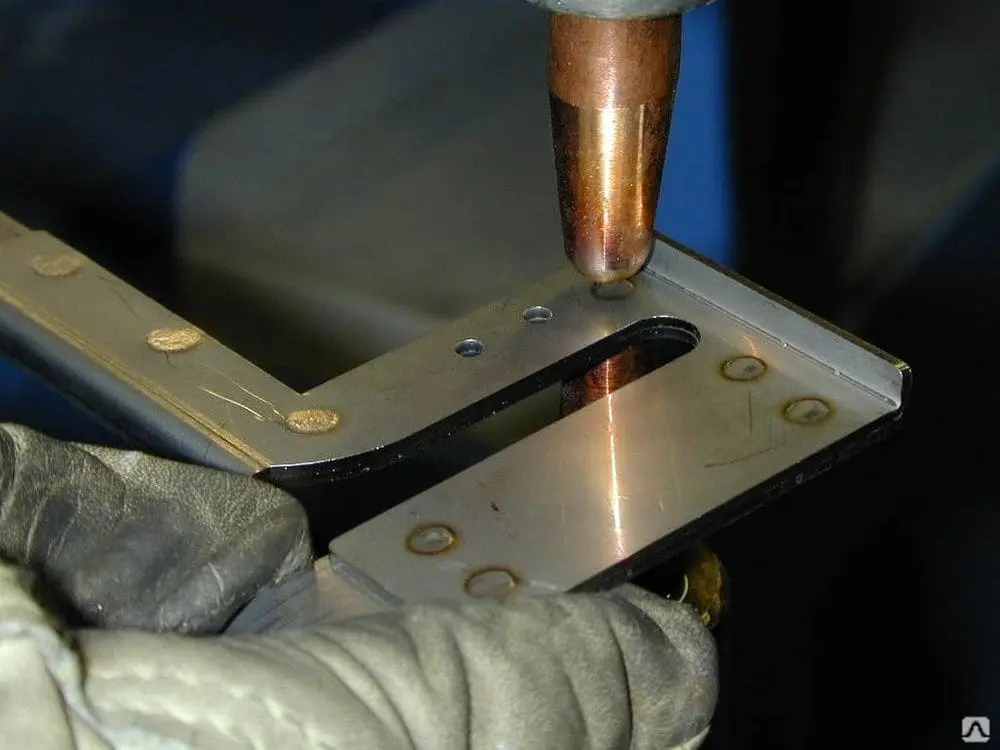
Начнем с параметров. При контактной сварке стоит выделить следующие:
</p>
<ul>
<li>Сила тока – основная характеристика, которая определяет количество тепловой энергии, выделяемой в месте сварки.</li>
<li>Время сварки – это продолжительность импульса тока, которая влияет на количество тепла, выделяемого в месте соединения.</li>
<li>Усилие сжатия – сила, с которой детали прижимаются друг к другу, что обеспечивает пластическую деформацию металла в точках воздействия силы и тепла.</li>
<li>Форма и размер электродов – определяют площадь контакта с металлом и влияют на распределение тепла в месте сварки.</li>
</ul>
<p>
Для каждого типа материала и в зависимости от его толщины параметры подбираются отдельно, чтобы гарантировать высокое качество и прочность сварного соединения.
</p>
<h2>Сложности при точечной сварке </h2>
<img width="320" src="/upload/img/tochechnaya_svarka3.jpg" style="float:right; margin-left: 20px;margin-bottom: 5px;margin-top: 10px;">
<p>
Контактная сварка – эффективный способ соединения металлических деталей. Однако может сопровождаться определёнными трудностями.
</p>
<p>
Одна из главных проблем – это необходимость выбора правильных параметров. Речь идет о времени действия электродуги, плотности тока, величине рабочего напряжения и степени сжатия в сварной точке. Если параметры подобраны неправильно, то в процессе могут возникнуть дефекты: выплеск металла, непровар, трещины и деформации.
</p>
<p>
Еще один момент – подготовка поверхностей свариваемых деталей. Перед сваркой нужно тщательно очистить поверхности от краски, ржавчины и прочих загрязнений, чтобы обеспечить хороший контакт между электродами и деталями. Если поверхность будет грязной, это может стать причиной дефектов точки привара.
</p>
<p>
Кроме того, нужно корректно настроить сварочное оборудование. Следует проверить, что электроды исправны и имеют правильную форму наконечника. Повреждённые или неподходящие по форме стержни ухудшат качество соединения.
</p>
<p>
Помимо этого для контактной сварки оператору нужны определённые навыки и опыт. Оператор должен уметь правильно помещать детали в клещи, подбирать оптимальные параметры и следить за процессом. Если недостаточно опыта, велик риск погрешностей и дефектов.
</p>
<p>
Плюс особенности металлов.
</p>
<p>
В процессе производства и на промышленных предприятиях часто используются детали, изготовленные из материалов с высокой теплопроводностью, например, медь и алюминий. Чтобы сформировать качественное соединение в данном случае, необходимо учитывать ряд особенностей. Дело в том, что материалы с высокой теплопроводностью быстро отводят тепло, поэтому для сварки требуется ток высокой плотности – от 120 до 300 А на квадратный миллиметр.
</p>
<p>
Ещё одна проблема заключается в том, что частицы алюминия могут прилипать к электродам, а частицы меди, из которой обычно делают электроды, – к алюминию. Чтобы снизить вероятность таких случаев, нужно тщательно очищать поверхности как заготовок, так и электродов.
</p>
<h2>Основы обслуживания </h2>
<img width="320" src="/upload/img/tochechnaya_svarka5.jpg" style="float:right; margin-left: 20px;margin-bottom: 5px;margin-top: 10px;">
<p>
Чтобы аппараты контактной точечной сварки работали исправно и дольше служили, необходимо правильно за ними ухаживать. Основные моменты этого процесса:
</p>
<ul>
<li>Визуальный контроль. Важно регулярно проводить осмотр источника сварочного тока, а также рабочих органов (зажимов, электродов) и кабелей. Цель осмотра – выявить повреждения, признаки износа или коррозии. Все обнаруженные дефекты необходимо незамедлительно устранить.</li>
<li>Удаление загрязнений. Необходимо очищать корпус оборудования от пыли, грязи, различных посторонних включений. Это позволит предотвратить перегрев и будет способствовать лучшей теплоотдаче.</li>
<li>Чистка внутренних деталей источника тока. Время от времени необходимо проводить внутреннюю очистку оборудования для того, чтобы избавиться от скопившейся пыли и прочих загрязнений. Эта процедура имеет большое значение для профилактики перегрева и обеспечения стабильной работы электронных компонентов.</li>
<li>Контроль контактов. Важно, чтобы все электрические контакты были надёжно зафиксированы и не имели следов окисления. Окисленные контакты могут вызвать перегрев и снизить качество сварки.</li>
</ul>
<p>
Если обнаружены неисправности, для <a href="/services/remont-spotterov/">ремонта аппаратов точечной сварки</a>
следует обратиться в специализированный сервисный центр. Но только не пытайтесь самостоятельно решить проблему!
</p>
<p>
Во-первых, оборудование работает под высоким напряжением, что создаёт опасность поражения электрическим током.
</p>
<p>
Во-вторых, без соответствующих знаний и опыта можно неправильно диагностировать и устранить поломку, что усугубит проблему и создаст новые.
</p>
<p>
В-третьих, самостоятельные попытки ремонта могут повредить другие компоненты устройства или нарушить его безопасность. Возможно короткое замыкание, удар током, пожар.
</p>
<p>
Если у вас нет уверенности в собственных навыках и знаниях, лучше обратиться за помощью к профессионалам!
</p>

Точечная сварка: ключевые параметры и в чем могут возникнуть сложности
Точечная сварка: ключевые параметры и в чем могут возникнуть сложности
Точечная сварка: ключевые параметры и в чем могут возникнуть сложности
