Основы контактной сварки. Значения тока во время рабочего процесса. Принцип сваривания с использованием клещей с электродами. Распространенные неисправности контактной сварки и целесообразность ремонта.
На производстве, когда в приоритете высокая скорость соединения металлических заготовок, аккуратность, надежность, возможность автоматизации, применяют контактную (точечную) сварку. Особенно востребована при сборке или ремонте кузовов автомобилей. Позволяет быстро получить прочные соединения, при этом только в нужных точках, без излишней деформации металла и разбрызгивания. Несколько отличается от ручной дуговой сварки. И дело не только в точечном воздействии на металл сверхвысоких значений тока, которые достигают 3,5 – 23 кА и выше (в одном килоампере тысяча ампер). Хотя данное условие основополагающее.
Принцип действия
Точечная, шовная или рельефная, позволяющая качественно и аккуратно соединять детали из разного металла и разной толщины, высокопроизводительная и точная – контактная сварка. В ее составе источник тока – инвертор или трансформатор; механический, пневматический, гидравлический или электромагнитный привод; прижимные клещи с электродами.
Принцип действия контактной сварки следующий:

- Металлические детали кладут внахлест между двух электродов;
- В момент сжатия клещей на электроды поступает импульс тока высокой силы;
- При контакте электродов с металлом происходит проплавление и соединение двух деталей под давлением клещей.
В результате металлы надежно свариваются в нужной точке. Аккуратно, с высокой точностью, без серьезной деформации металла и брызг расплава.
Этапы сварки
Как и обычная РДС, так и точечная сварка начинается с подготовки свариваемых деталей. Их очищают от грязи, ржавчины, лакокрасочного покрытия – всего того, что может помешать прохождению тока.
Следующие этапы:
- Укладывание деталей, их фиксация;
- Включения источника тока, настройка силы тока;
- Сжатие металла клещами с электродами;
- Создание давления на заготовки, тогда происходит их проплавление в точке контакта;
- Снижение давления на металл, чтобы не допустить его проплавления;
- При покраснении металла отключение тока;
- Усиление прижима на период остывания заготовки.
Настройка оборудования контактной точечной сварки требует учета особенностей материала – его типа, толщины, обработки. Соединение во многом зависит от выбранной технологии сварки, параметров сжатия соединяемых деталей и характеристик импульса.
Типичные неисправности контактной сварки
Неисправности контактной сварки часто проявляются при отсутствии надлежащего ухода за оборудованием, когда банально не производят внешнюю и внутреннюю чистку источника тока. Когда нарушают условия эксплуатации. Неправильно подключают источник тока, неверно настраивают.
Среди распространённых проблем:
- Не включается аппарат;
- Аппарат включается, но при нажатии на кнопку подачи тока ничего не происходит;
- Слабое сваривание;
- Не удается отрегулировать сварочный ток;
- Постоянный перегрев и самопроизвольное отключение.
Проблема с кабелем питания, трансформатором, короткое замыкание в системе, повреждена плата управления, неверно подобранные или изношенные электроды, выход из строя блока охлаждения, поломка устройства прижима клещей – причин отказа может быть много. Но сегодня надежный ремонт аппаратов контактной сварки возможен практически при любых неисправностях. Главное, обратиться к опытным специалистам. Без проблем ремонтируют трансформатор, меняют тиристор, плату управления. За один день восстанавливают работоспособность клещей. При этом возможна гарантия на выполненные работы до одного года. Мощные споттеры и машины контактной сварки дорогостоящие, качественный ремонт в данном случае всегда будет выгоднее покупки нового оборудования.
Основные этапы контактной сварки
<p>
На производстве, когда в приоритете высокая скорость соединения металлических заготовок, аккуратность, надежность, возможность автоматизации, применяют контактную (точечную) сварку. Особенно востребована при сборке или ремонте кузовов автомобилей. Позволяет быстро получить прочные соединения, при этом только в нужных точках, без излишней деформации металла и разбрызгивания. Несколько отличается от ручной дуговой сварки. И дело не только в точечном воздействии на металл сверхвысоких значений тока, которые достигают 3,5 – 23 кА и выше (в одном килоампере тысяча ампер). Хотя данное условие основополагающее.
</p>
<h2>Принцип действия</h2>
<p>
Точечная, шовная или рельефная, позволяющая качественно и аккуратно соединять детали из разного металла и разной толщины, высокопроизводительная и точная – контактная сварка. В ее составе источник тока – инвертор или трансформатор; механический, пневматический, гидравлический или электромагнитный привод; прижимные клещи с электродами.
</p>
<p>
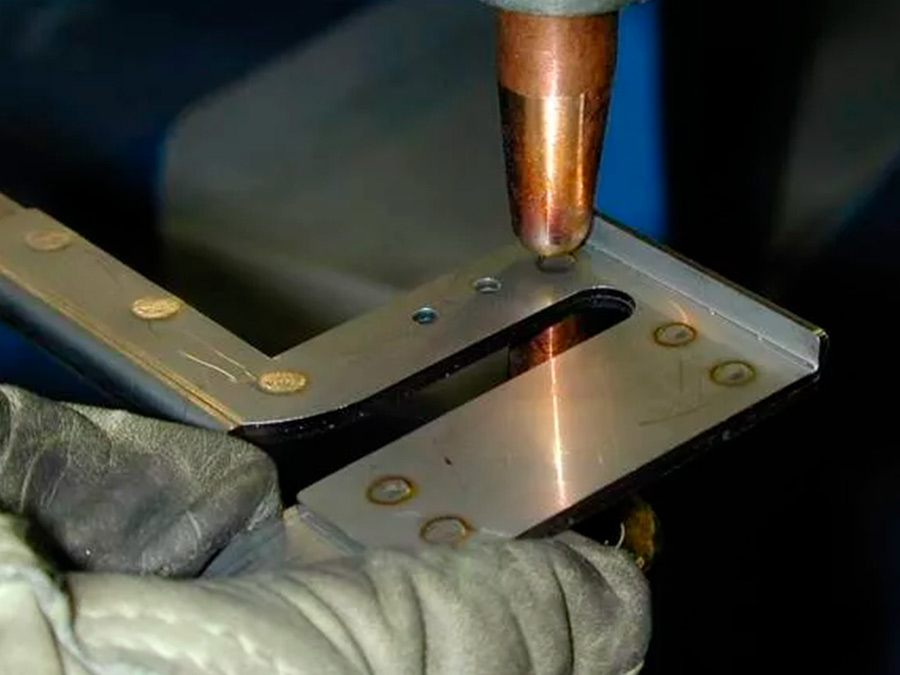
Принцип действия контактной сварки следующий:
</p>
<img src="/upload/img/15_02_3.jpg" height="200" style="float: right">
<ul>
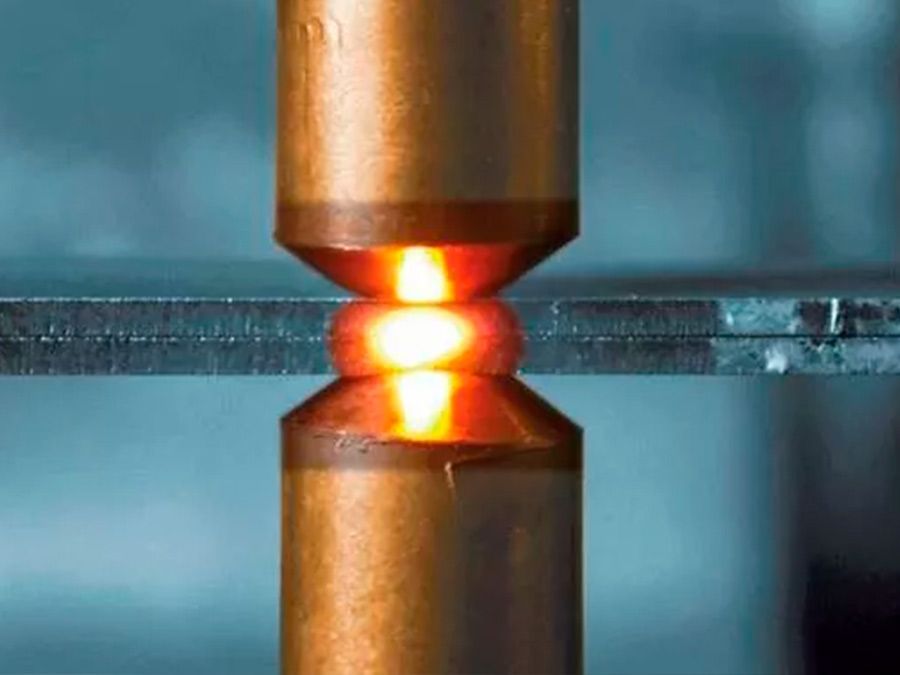
<li>Металлические детали кладут внахлест между двух электродов;</li>
<li>В момент сжатия клещей на электроды поступает импульс тока высокой силы;</li>
<li>При контакте электродов с металлом происходит проплавление и соединение двух деталей под давлением клещей.</li>
</ul>
В результате металлы надежно свариваются в нужной точке. Аккуратно, с высокой точностью, без серьезной деформации металла и брызг расплава.
<h2>Этапы сварки</h2>
<p>
Как и обычная РДС, так и точечная сварка начинается с подготовки свариваемых деталей. Их очищают от грязи, ржавчины, лакокрасочного покрытия – всего того, что может помешать прохождению тока.
</p>
<p>
Следующие этапы:
</p>
<ul>
<li>Укладывание деталей, их фиксация;</li>
<li>Включения источника тока, настройка силы тока;</li>
<li>Сжатие металла клещами с электродами;</li>
<li>Создание давления на заготовки, тогда происходит их проплавление в точке контакта;</li>
<li>Снижение давления на металл, чтобы не допустить его проплавления;</li>
<li>При покраснении металла отключение тока;</li>
<li>Усиление прижима на период остывания заготовки.</li>
</ul>
<p>
Настройка оборудования контактной точечной сварки требует учета особенностей материала – его типа, толщины, обработки. Соединение во многом зависит от выбранной технологии сварки, параметров сжатия соединяемых деталей и характеристик импульса.
</p>
<h2>Типичные неисправности контактной сварки</h2>
<p>
Неисправности контактной сварки часто проявляются при отсутствии надлежащего ухода за оборудованием, когда банально не производят внешнюю и внутреннюю чистку источника тока. Когда нарушают условия эксплуатации. Неправильно подключают источник тока, неверно настраивают.
</p>
<p>
Среди распространённых проблем:
</p>
<img src="/upload/img/15_02_2.jpg" height="200" style="float: right">
<ul>
<li>Не включается аппарат;</li>
<li>Аппарат включается, но при нажатии на кнопку подачи тока ничего не происходит;</li>
<li>Слабое сваривание;</li>
<li>Не удается отрегулировать сварочный ток;</li>
<li>Постоянный перегрев и самопроизвольное отключение.</li>
</ul>
<p>
Проблема с кабелем питания, трансформатором, короткое замыкание в системе, повреждена плата управления, неверно подобранные или изношенные электроды, выход из строя блока охлаждения, поломка устройства прижима клещей – причин отказа может быть много. Но сегодня надежный <a href="/services/remont-spotterov/">ремонт аппаратов контактной сварки</a> возможен практически при любых неисправностях. Главное, обратиться к опытным специалистам. Без проблем ремонтируют трансформатор, меняют тиристор, плату управления. За один день восстанавливают работоспособность клещей. При этом возможна гарантия на выполненные работы до одного года. Мощные споттеры и машины контактной сварки дорогостоящие, качественный ремонт в данном случае всегда будет выгоднее покупки нового оборудования.
</p>
Основные этапы контактной сварки
Основные этапы контактной сварки
Основные этапы контактной сварки
